




服务热线
I3I-9I69-90I6
产品时间:2024-07-03 16:23
简要描述:
输油管快速接头我厂销售输油管快速接头;气绳快速接头;铁管快速接头;自闭式快速接头;橡胶皮管快速接头;一直以来,河北快连速接坚持做好质量与服务,确保满足您的需求。输油管...
我厂销售输油管快速接头; 气绳快速接头;铁管快速接头;自闭式快速接头;橡胶皮管快速接头;一直以来,河北快连速接坚持做好质量与服务,确保满足您的需求。
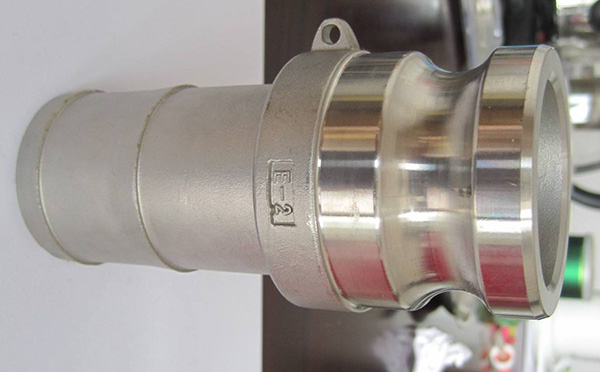
B型快速接头简单说明:B型快速接头两头各有一个拉耳、属于母头、它一头是与公头连接直接卡的、另一头则是外螺纹连接。快速接头可以手动连接和分离,也可以气动遥控分离。连接时,手动使壳体右移,钢珠解锁(钢珠向外径方向进入糟A中),管接头的两半相互插入。然后放松壳体,在弹簧力作用下(2或3个弹簧均布于四周)壳体左移,使钢珠进入左管接头的钢珠糟中而锁紧。
请不要用于气体滞留的地方。
流体必须从套筒侧流向插头侧。
使用时流体的流速应保持在8m/s以下。
不要与其它公司产的快速流体接头相连接。
分离时,由于有少量流体流出,为了防止危险可用压缩空气把快速接头内部的流体排出、分离。
三相四线大电流快速接头
低压电缆头制作安装施工方案1.范围本工艺标准适用于0.6/1kV以下的室内聚氯乙烯绝缘、聚氯乙烯护套、电力电缆中间接头的制作安装。2.施工准备2.1 材料要求:2.1.1 电缆热缩管中间接头热缩管铜直接材料必须符合设计要求,并具备产品出厂合格证。2.1.2 热缩管应分黄、绿、红、黑四色。2.1.3 地线采用裸铜软线,截面120号电缆以下16mm2、150号以上 25mm2表面应清洁,无断股现象。2.2 主要机具:2.2.1 制作和安装机具:压线钳、钢锯、扳手、钢锉。 2.2.2 测试器具:钢卷尺、摇表、万用表。 2.3 施工条件:2.3.1 电气设备安装完毕,室内空气干燥。 2.3.2 电缆敷设并整理完毕,核对无误。2.3.3 现场具有足够照度的照明和较宽敞的操作场地。3.操作工艺3.1 工艺流程:摇测电缆绝缘 → 剥电缆铠甲→ 剥电缆铜芯→ 套直接 →压紧→对接另一端压紧 →烂中间接头热缩管→铠甲对接(软铜线)→烧外接热缩管3.2 低压电缆中间接制作工艺:3.2.1中心变站前井盖是圆井盖,井里有一米多的积水,电缆粗井盖小,如果在井口接好再放下去根本放不下去的。在站内电缆沟对接、对站内电器没影响、站内电缆沟没积水,接效果会更好。3.2.2根据原电缆用相同材质的等径套管连接。3.2.3压接前套上足够长的热缩管(即1KV四芯中间接头)3.2.4剥开电缆绝缘层皮,剥开电缆铜芯,应将电缆铜芯多余的锯掉些、并用锉刀磨平。不够长时把有余量的那头拉过来点,压接时两芯线应碰上,套管内部不能空着,每侧压三次以上。3.2.5对好各相序,每相的接头应相对相错开接,用压钳压牢固,再用防水胶布来回包上两次,套上各相间第一个绝缘热缩管套管,用喷火从中间向两边慢慢均匀烤至热缩。3.2.6剥开电缆外壳金属接地铠甲,用新的金属接地铠甲(或者软铜)恢复原接地屏蔽。3.2.7过数分钟后,等各相间第一绝缘套管冷却后,套上外套绝缘套管,用喷火从中间向两边慢慢均匀烤至热缩。3.2.8选用1000V摇表,对电缆进行摇测,绝缘电阻应在标准的电阻以下。 3.2.9电缆摇测完毕后,应将各相间芯线分别对地放电。4.质量标准4.1 保证项目:电缆中间接头的制作安装应符合规范规定,绝缘电阻合格,。5.成品保护5.1 加强保卫措施,防止电缆丢失或损坏。5.2 电缆中间接头制作完毕以后,不得乱放,以防损伤成品。5.3 在电缆头附近用火时,应注意将电缆头保护好,防止将电缆头烧坏或烤伤。6.应注意的质量问题6.1 防止电缆芯线与铜直接压接不紧固。铜直接与芯线截面必须配套,压接时模具规格与芯线规格一致,压接数量不得小于二道。6.2 防止电缆芯线伤损:用电缆刀或电工刀剥皮时,不宜用力过大,最好电缆绝缘外皮不完全切透,里层电缆皮应撕下,防止损伤芯线。
油管接头怎么接
再找一个同样的接头那个断的地方两边就接上了,然后再把原来的接上就行否则那地方就短一节。
衡水快连速接机械有限公司
地址: 电话:I3I-9I69-90I6 邮箱:

关注我们