



服务热线
I3I-9I69-90I6
产品时间:2024-07-03 16:23
简要描述:
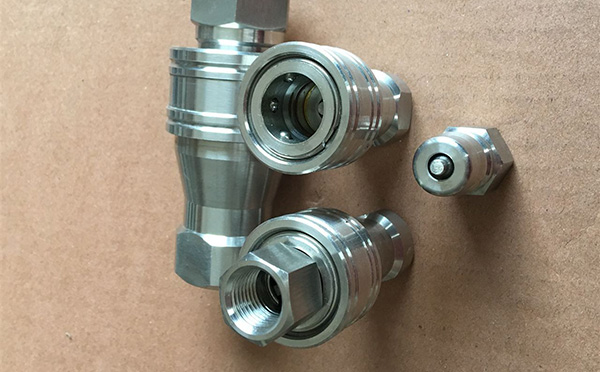
拉杆式快速接头尺寸3天前有人想买拉杆式快速接头,但是找不到经销商,就询问小编,小编通过打听,列出这几点:拉杆式快速接头厂家在这里:131/9169/9016。拉杆式快速接头基本说明:...
3天前有人想买拉杆式快速接头,但是找不到经销商,就询问小编,小编通过打听,列出这几点:
快速接头省时省力,通过快速接头拆断和连接油路时,动作简单、节省时间和人力;省油:折断油路时,快速接头上的单向阀可封闭油路,油不会流出,避免油液、油压损失。管接头的两半是互相插拔套接的,插拔件问的径向间隙很小,低温液化气体进入间晾会立郎气化并充满其中,因为气体的导热性比液体低得多,因此使管接头具有优良的绝热性能。位于结合面上的O形橡胶密封圈不与低温液体接触,因而具有稳定可靠的密封性能。该管接头用两个半圆形的卡箍抱紧结合。
两端带螺纹 both end thread (BET)
管帽 Caps
镶入式支管嘴 sweepolet
漏斗 funnel
heat (-resisting) steel 耐热钢
压力级 pressure rating, pressure rating class
male plug 插头
异径三通 Reducing Tee
线切割linear cutting
carburizing steel 渗碳钢
液压或气动用的快速接头,能否用在真空系统上。
严格的说不可以通用,但是如果真空度不大快速接头打开后真空度没有降低也可以使用普通的快速接头(断开动作要快),原则上真空管路的快速连接有专用的真空快速接头,扩散泵抽真空能力较强,如果只是在停泵的时候打开快速接头,工作时保持连接,建议可以用液压系统的快速接头,但是如果在工作中或者管路里有真空度的时候需要打开快速接头,建议选用真空专用快速接头(应该很难买,像PCV这种制冷用的接头还可以),因为当管路里真空度大的时候会克服快速接头弹簧压力而无法保持管路里的真空度,或者在打开的瞬间真空度降低。如果一定要采用液压用快速接头,建议在接头前加一截止阀,打开接头前先关闭截止阀。这样就既能快速的断开管路,又不至于影响管路内的真空度。建议参考。
SMC气动快换接头,内部结构图是怎么样的?
快速接头种类有哪些?按用途形式可分为:空气用快速接头氧气、燃料气体用快速接头气体、液体共用快速接头油压用快速接头惰性气体用快速接头冷却水、温油用快速接头半导体快速接头按结构形式可分:两端开闭式两端开放式单路开闭式
三相四线大电流快速接头
低压电缆头制作安装施工方案1.范围本工艺标准适用于0.6/1kV以下的室内聚氯乙烯绝缘、聚氯乙烯护套、电力电缆中间接头的制作安装。2.施工准备2.1 材料要求:2.1.1 电缆热缩管中间接头热缩管铜直接材料必须符合设计要求,并具备产品出厂合格证。2.1.2 热缩管应分黄、绿、红、黑四色。2.1.3 地线采用裸铜软线,截面120号电缆以下16mm2、150号以上 25mm2表面应清洁,无断股现象。2.2 主要机具:2.2.1 制作和安装机具:压线钳、钢锯、扳手、钢锉。 2.2.2 测试器具:钢卷尺、摇表、万用表。 2.3 施工条件:2.3.1 电气设备安装完毕,室内空气干燥。 2.3.2 电缆敷设并整理完毕,核对无误。2.3.3 现场具有足够照度的照明和较宽敞的操作场地。3.操作工艺3.1 工艺流程:摇测电缆绝缘 → 剥电缆铠甲→ 剥电缆铜芯→ 套直接 →压紧→对接另一端压紧 →烂中间接头热缩管→铠甲对接(软铜线)→烧外接热缩管3.2 低压电缆中间接制作工艺:3.2.1中心变站前井盖是圆井盖,井里有一米多的积水,电缆粗井盖小,如果在井口接好再放下去根本放不下去的。在站内电缆沟对接、对站内电器没影响、站内电缆沟没积水,接效果会更好。3.2.2根据原电缆用相同材质的等径套管连接。3.2.3压接前套上足够长的热缩管(即1KV四芯中间接头)3.2.4剥开电缆绝缘层皮,剥开电缆铜芯,应将电缆铜芯多余的锯掉些、并用锉刀磨平。不够长时把有余量的那头拉过来点,压接时两芯线应碰上,套管内部不能空着,每侧压三次以上。3.2.5对好各相序,每相的接头应相对相错开接,用压钳压牢固,再用防水胶布来回包上两次,套上各相间第一个绝缘热缩管套管,用喷火从中间向两边慢慢均匀烤至热缩。3.2.6剥开电缆外壳金属接地铠甲,用新的金属接地铠甲(或者软铜)恢复原接地屏蔽。3.2.7过数分钟后,等各相间第一绝缘套管冷却后,套上外套绝缘套管,用喷火从中间向两边慢慢均匀烤至热缩。3.2.8选用1000V摇表,对电缆进行摇测,绝缘电阻应在标准的电阻以下。 3.2.9电缆摇测完毕后,应将各相间芯线分别对地放电。4.质量标准4.1 保证项目:电缆中间接头的制作安装应符合规范规定,绝缘电阻合格,。5.成品保护5.1 加强保卫措施,防止电缆丢失或损坏。5.2 电缆中间接头制作完毕以后,不得乱放,以防损伤成品。5.3 在电缆头附近用火时,应注意将电缆头保护好,防止将电缆头烧坏或烤伤。6.应注意的质量问题6.1 防止电缆芯线与铜直接压接不紧固。铜直接与芯线截面必须配套,压接时模具规格与芯线规格一致,压接数量不得小于二道。6.2 防止电缆芯线伤损:用电缆刀或电工刀剥皮时,不宜用力过大,最好电缆绝缘外皮不完全切透,里层电缆皮应撕下,防止损伤芯线。
(该资讯由 液压快速接头 http://www.kuaisujietou.net/ 编写,内容仅供参考。转载请保留链接!)
上一篇:派克液压快速接头规格
下一篇:储气罐快速接头价格
衡水快连速接机械有限公司
地址: 电话:I3I-9I69-90I6 邮箱:

关注我们