


服务热线
I3I-9I69-90I6

产品时间:2024-07-03 16:23
简要描述:
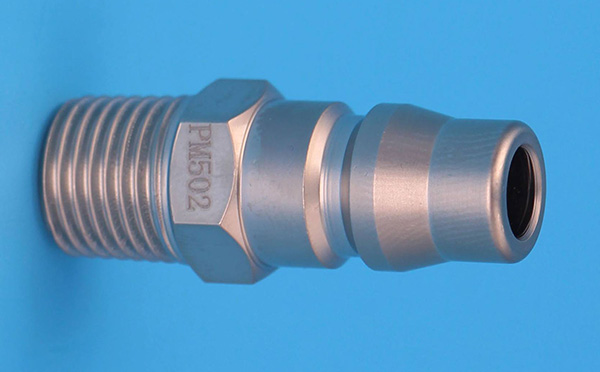
河北外丝快速接头选型指导本企业专业生产外丝快速接头,我厂一直以来,狠抓生产管理,确保满足用户的需求。河北外丝快速接头基本说明:尺寸代号为7/16-20UNF,度数为60,螺距为1。...
本企业专业生产外丝快速接头, 我厂一直以来,狠抓生产管理,确保满足用户的需求。
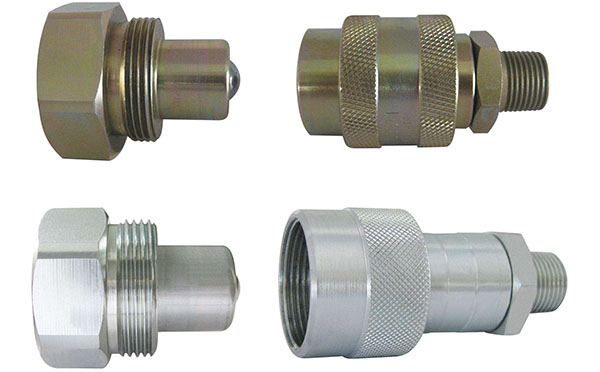
尺寸代号为7/16-20UNF,度数为60,螺距为1。27,大径为11。112,中径为10。287,小径为9738。尺寸代号为7/16-24UNS,度数为60,螺距为1。058,大径为11。113或11。085,中径为10。549或10。396,小径为10。211或9。825。尺寸代号为1/2-16UN,度数为60,螺距为1。588,大径为12。7或12。664,中径为11。824或11。633,小径为11。328或10。772。 C型快速接头简要说明:C型快速接头,有两个拉耳,属于母头,它一头是与公头直接卡的,另一头是直接插软管(皮管)的所以也可以把C型快速接头称为皮管快速接头或软管快速接头。完全根据德标DIN系列研发的槽罐车、容器车专用快速接头、螺纹连接头和夹具等配套末端连接件。用于罐车输油管末端。因为其简便迅速的操作设计,零泄漏率的使用稳定性,槽罐车系列接头在欧洲市场已风行五六十余年。DP型快速接头简要说明:DP型快速接头因为它是一个堵头的形式所以也可以把它叫为快速堵头,它是一个公头只有个头连接是直接卡的,另一头则是堵住的。

主要用于半导体、氟树脂半导体生产设备装置。主体材质应采用抗腐蚀性的金属或注模成形的氟树脂(PFA)的全树脂制品。
流体必须从套筒侧流向插头侧。
如附着杂物会造成工作不良或泄漏。
把软管牢牢地插入接口根部,用软管皮带或螺母固定。
如用于有震动、冲击的机器会造成耐久性降低的原因。
电冰箱R12 R134A R600A分别是怎么样加注制冷剂的
电冰箱R12 R134A R600A的加注方式都是一样的,方法如下:1、在与系统连接之前,请察看压力表的指针是否在零位,否则打开表盖,调节零位调整螺钉将指针调到零位。确认系统停机,以下1~3步操作严禁在系统运行的情况下进行。一、系统连接1、先关闭高低压阀门;2、低压接口—蓝色管—低压快速接头—系统低压测相连接并锁紧;3、高压接口—红色管—高压快速接头—系统高压测相连接并锁紧;4、加注接口—黄色管—真空泵相连接并上紧。二、系统抽真空(注意:该步骤必须在系统常压下才能进行,否则应先进行系统卸压)1、完成上述连接后,先开启真空泵;2、同时打开高低压阀门,然后(打开高低压快速接头),此时系统开始抽空;3、一定时间(约10~30min)后检查系统是否完全真空,若未真空时应检查系统的泄漏处并修复后重新抽空;4、同时关闭高低压阀门,最后关闭真空泵;5、保压3-~5min,查看系统是否有泄漏;三、系统加注制冷剂1、将黄色管与真空泵的连接脱开,然后接到制冷剂瓶上紧;2、先打开制冷剂瓶(正向放置),再打开表组上的气门芯排尽黄色管内的空气,然后倒转制冷剂瓶并放好;3、同时打开高低压阀门,系统加入制冷剂,到规定量(按各系统厂家提供的加注量)时关闭高低压阀门,同时正制冷剂瓶。四、确认加注效果1、先开启系统运转;2、一定时间(约5~10min)后检查系统的高低压力是否正常(参考系统说明书)。3、若不足应在运行状态下缓慢打开低压阀门(此时严禁打开高压阀门),补充适量的气体制冷剂(钢瓶正向放置状态)后关闭低压阀门,再重新检测;4、若过高则应关闭钢瓶,缓慢打开高压阀门,从表组气门芯处排放适量制冷剂(此时应注意喷出的制冷剂伤人),后关闭高压阀门,再重新检测;如上往复直到正常。5、关闭系统,先关闭制冷剂瓶及高低压快速接头,从表组气门芯处排尽表组内残留的制冷剂(此时应注意喷出的制冷剂伤人),然后卸下高低压快速接头(此时注意高温烫手),卸下制冷剂瓶、卸下三色管、妥善保管。
地暖快速接头是什么样子
原则上讲,是不允许出现接头的,但是目前的绝大多数地暖工程在施工时因为出现交叉施工的情况或多或少会出现管道损坏的情况,管道损坏后进行修复时会出现有接头的现象。前些年和现在部分的地暖使用PEX管材,这种管材出现破损修复时使用的是卡接或卡扣件,常用的是铜直接,用这种材料修复,短期内是不会出现问题的,但是修复后回填在混凝土层中,时间长了会出现腐蚀和受热不均造成漏水,建议整条管道更换,当然成本更高。目前大部分地暖使用的是PER-T管材,这种管材出现破损修复时使用的是热熔接头,只要施工人员细心才操作,控制好温度,修复后与破损前无差别,可继续承受较大水压,完全可放心使用。
上一篇:云南pvc排水管快速接头生产商
下一篇:辽宁外牙快速接头型号
衡水快连速接机械有限公司
地址: 电话:I3I-9I69-90I6 邮箱:

关注我们